工厂介绍:
我厂现主要生产球磨机配件:高锰钢衬板,钢球......各式挖沙船高锰钢链条、高锰钢链板、挖斗......鄂式破碎机配件:高锰钢齿板、高锰钢护板、高锰钢压板......圆锥破碎机配件:高锰钢轧臼壁、高锰钢破碎壁,高锰钢分料盘,圆锥螺帽......反击破碎机高铬板锤、高铬锤头等耐磨产品及各种耐磨合金配件。产品种类分为:高锰钢、低、中、高铬钢、高铬铸铁等合金钢铸钢产品,欢迎各位朋友来图来电定做。其中高锰钢产品选用优质的原材料,通过科学合理的元素配比(钼、锰、稀土镧等)后所生产出来的产品韧性耐磨度都达到较好的使用效果。产品在长期应用于矿山,冶金,火电,水泥,采沙,淘金等行业后得到广大客户的一致好评。诚信是做人的根本质量是企业发展的生命,愿竭诚和你合作!公司网站:www.hnfwe.com
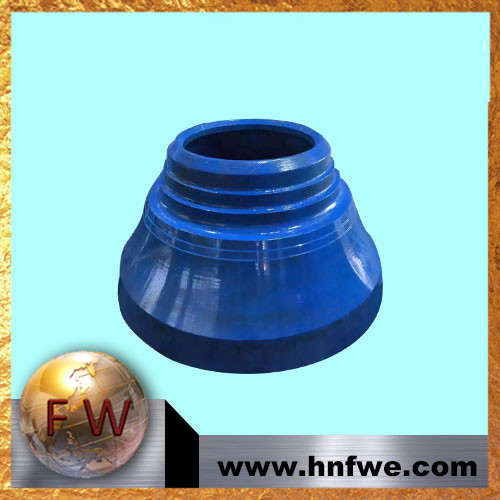
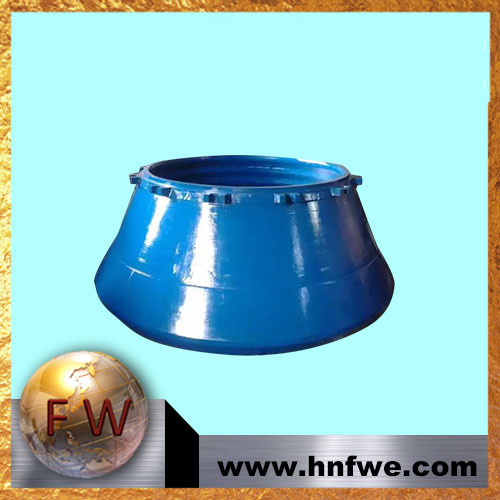
产品简介:
磨球具有精确的尺寸、圆整的几何形状、很高的硬度和良好的机械性能并具有耐磨损、不变形、不开裂的优异品质。产品广泛应用于大型矿山,火力发电厂、水泥厂以及其他行业,深受国内外客户好评。
其具体特点表现为:
1、整体硬度高:表面可达到63-65HRC
2、冲击韧性高:冲击韧性大雨12J/CM2
3、破碎率使用寿命长
4、提高磨矿效率:由于钢球材质稳定,硬度均匀,进球磨机工作后不变形,正常工作磨损后球体表面光滑圆润,大大增加了钢球在集体中工作效率,会在最短时间磨出规定的粒度
5、提高磨矿精度:由于该球在工作中表面光滑度高,工作时的球体碰撞寂寞cake益康成为“0”间隙,使得钢球在点点碰撞和摩擦过程中最大的发挥其物理作用、同时以提供磨矿精度。
产品生产流程及实况剪影
第一步:签订合同后,技术员对客户图纸进行修正和确认后进行3D模拟(若客户没有图纸,我们可以进行现场测绘)
第二步:生产部门进行产品制造(本公司采用砂模工艺,以保证产品的紧密构造,无砂眼气孔,保证产品的耐磨度)
第三步:放入待发货区,准备发货。
联系电话:
朱琪丰 18973817391
蔡雨宸 18692872223
拓展:
消失模铸造工艺简介:
1、泡塑珠粒的选用
2、模型制作
对简单模型,可利用电阻丝切割装置,将泡塑板材切割成所需的模型。对复杂模型,首先用电阻丝切割装置,将模型分割成几个部分,然后进行粘,使之成为整体模型。
3、模型组合成簇
是将自行加工好(或外购)的泡塑模型与浇冒口模型组合粘结在一起,形成模型簇,这种组合有时在涂料前进行,有时在涂层制备后埋箱造型时进行。是消失模(实型)铸造不可缺少的一道工序。目前使用的粘结材料:橡胶乳液、树脂溶剂和热熔胶及胶带纸。
4、模型涂层
实型铸造泡塑模型表面必需涂一层一定厚度的涂料,形成铸型内壳。其涂层的作用是为了提高EPS模型的强度和刚度,提高模型表面抗型砂冲刷能力,防止加砂过程中模型表面破损及振动造型及负压定型时模型的变形,确保铸件的尺寸精度。
外购的消失模铸造专用涂料,在涂料搅拌机内加水搅拌,使其得到合适的粘度。搅拌后的涂料放入容器内,用浸、刷、淋和喷的方法将模型组涂覆。一般涂两遍,使涂层厚度为0.5 ~ 2mm。据铸件合金种类、结构形状及尺寸大小不同选定。涂层在40~50℃下烘干。
5、振动造型
我们介绍常用的一种造型方法(两种方法之一)。其工序包括如下工序:砂床制备——放置EPS模型——填砂——密封定型
6、浇注置换
EPS模型一般80℃左右软化,420~480℃时分解。分解产物有气体、液体及固体三部分。热分解温度不同,三者含量不同。
实型铸造浇注时,在液体金属的热作用下,EPS模型发生热解气化, 产生大量气体,不断通过涂层型砂,向外排放,在铸型、模型及金属间隙内形成一定气压,液体金属不断地占据EPS模型位置,向前推进,发生液体金属与EPS模型的置换过程。置换的最终结果是形成铸件。
浇注操作过程采用慢——快——慢。并保持连续浇注,防止浇注过程断流。浇后铸型真空维持3~5分钟后停泵。浇注温度比砂型铸造的温度高30~50℃。
7、冷却清理
冷却后,实型铸造落砂最为简单,将砂箱倾斜吊出铸件或直接从砂箱中吊出铸件均可,铸件与干砂自然分离。分离出的干砂处理后重复使用。